-30.jpg)
Category: Lead-free Washing-free welding G-880B series
2.) 对0.4—0.6mm及以上间距的电路,可完成精美的印刷。
3.) 拥有[敏感词]焊接性,可在不同部位表现出适当的润湿性。
4.) 可适用于一般大气下或氮气之回焊炉。
5.) 于极高之尖峰温度下,亦能获得良好的焊接性。
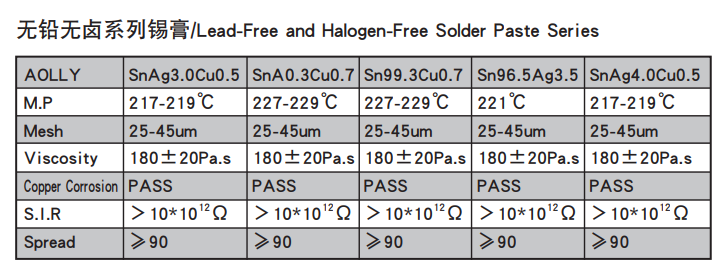
成分与特性:
G-668无铅锡膏的各种特性,如表—1及表—2
炉温曲线图: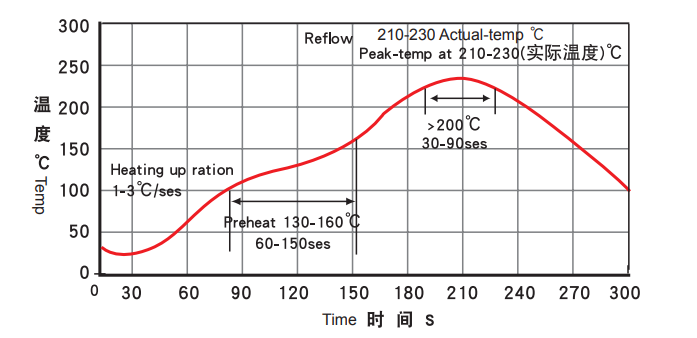
A.预热区:升温速率为1.0—3.0℃/秒,在预热区的升温速度过快,容易使锡膏的流移性及及成份恶化, 易产生爆锡和锡珠现象
B.恒温区:温度130-160℃,时间:60—150秒最为适宜.如果温度过低,则在回焊后会有焊锡未熔融的情况发生(建议温升速度<2℃/秒)。
C.回焊区:尖峰温度应设定在210—230℃。熔融时间建议把220℃以上时间调整为30—90秒。
D.冷却区:冷却速率<4℃/秒 >

National customer service hotline
+86-0755-27368905